Centrarse en el desbarbado de metales y soluciones de tratamiento de superficies


■ Características del producto:
● Maquinado simultáneo de 6 ejes: El soporte oscila ±110° con rotación de 360° en el eje C; la herramienta oscila ±180°.
● Cabezal de corte rotativo: Equipado con seis husillos eléctricos (4.5–7.5 kW) que operan a 40,000 RPM, eliminando el tiempo de cambio de herramienta para mejorar la eficiencia.
● Sistema CNC avanzado: Utiliza Yaskawa y un sistema de pulido inteligente personalizado con un ciclo de comunicación de 125 ms para un control de movimiento de alta velocidad y alta precisión.
● Opciones de herramientas: Incluye herramientas flotantes, herramientas rígidas, herramientas suaves y herramientas de pulido.
● Enfriamiento continuo: Enfriamiento gas-líquido para la herramienta del cabezal de potencia, evitando la necesidad de reiniciar la herramienta.
● Dispositivo de sujeción neumático: Presenta evitación dinámica y sujeción de superpunto para un manejo seguro de la pieza de trabajo.
● Diseño optimizado: Diseño de dispositivo hueco con gran oscilación del soporte y oscilación continua de la herramienta para una operación sin interrupciones.
● Características de durabilidad: Resistente al aceite, la corrosión y el polvo con materiales tratados térmicamente y tratados en superficie para una vida útil y estabilidad prolongadas.
■ Parámetros de la máquina de seis ejes
| Número de serie | Nombre del proyecto | Elemento de parámetro |
| 1 | Número de ejes de alimentación | 6 |
| 2 | Número de herramientas de configuración | >=4 |
| 3 | Recorrido del eje X | 650mm |
| 4 | Recorrido del eje Y | 550mm |
| 5 | Recorrido del eje Z | 320~450mm |
| 6 | Recorrido del eje A | >=±120° |
| 7 | Recorrido del eje B | >=±190° |
| 8 | Recorrido del eje C | ±360° |
| 9 | Diámetro máximo de las piezas mecanizables | φ720mm |
| 10 | Repetibilidad del eje X | 0.03mm |
| 11 | Repetibilidad del eje Y | 0.03mm |
| 12 | Repetibilidad del eje Z | 0.03mm |
| 13 | Repetibilidad del eje A | (Minuto de arco) <1 |
| 14 | Repetibilidad del eje B | (Conjunto de arco) ≤10 |
| 15 | Repetibilidad del eje C | (Conjunto de arco) ≤10 |
| 16 | Velocidad máxima del eje X | 600mm/S |
| 17 | Velocidad máxima del eje Y | 600mm/S |
| 18 | Velocidad máxima del eje Z | 500mm/S |
| 19 | Velocidad máxima del eje A | 235°/s |
| 20 | Velocidad máxima del eje B | 205°/s |
| 21 | Velocidad máxima del eje C | 205°/s |
| 22 | Velocidad compuesta máxima | 980mm/S |
| 23 | Carga máxima de la mesa de trabajo | 70kg |
| 24 | Potencia de un solo husillo | 3.5kW~7.5kW |
| 25 | Número de husillos eléctricos | >=3 |
| 26 | Velocidad del husillo eléctrico | 100r~40000r/min |
| 27 | Diámetro del mango | φ3~φ16mm |
| 28 | Voltaje de trabajo | AC380V |
| 29 | Potencia nominal | >=12kW |
| 30 | Tamaño de la máquina (largo*ancho*alto) | ≤1800*2100*2490mm³ |
■ Ventajas del producto
Maquinado simultáneo de 6 ejes: Asegura que la herramienta de desbarbado alcance cualquier parte de la pieza de trabajo en el ángulo requerido para un pulido y limpieza exhaustivos.
Experiencia profesional en desbarbado: Amplia gama de herramientas y procesos de desbarbado adaptados a las necesidades del usuario, asegurando una configuración óptima y reducción de costos de consumibles.
Opciones de herramientas:
Cabezal de cuchilla flotante importado: Cabezal de cuchilla flotante neumático con larga vida útil y tamaño de cuchilla adaptable.
Herramientas rígidas estándar: Incluye fresadoras universales, brocas, taladros de espiral y cortadores esféricos.
Herramientas flexibles estándar: Incluye limas redondas de Ø3mm–Ø16mm, limas planas, cepillos de acero y cepillos de fibra cerámica.
Herramientas de pulido y rectificado: Incluye opciones flexibles como ruedas de aletas, ruedas de rectificado, ruedas de tela y ruedas de alambre de acero.
Trayectoria de herramienta optimizada: Permite una configuración intuitiva con características opcionales de programación de enseñanza.
Diseño compacto: Funciones integradas, diseño eficiente en espacio y una pequeña huella.
Fácil de usar: Ergonómico, fácil de operar, mantener y limpiar, con robusta protección y consideraciones ambientales.
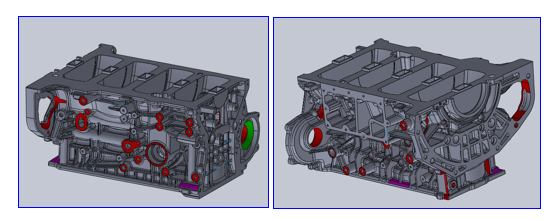
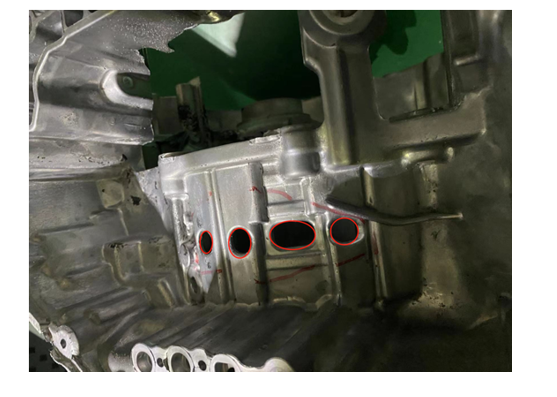
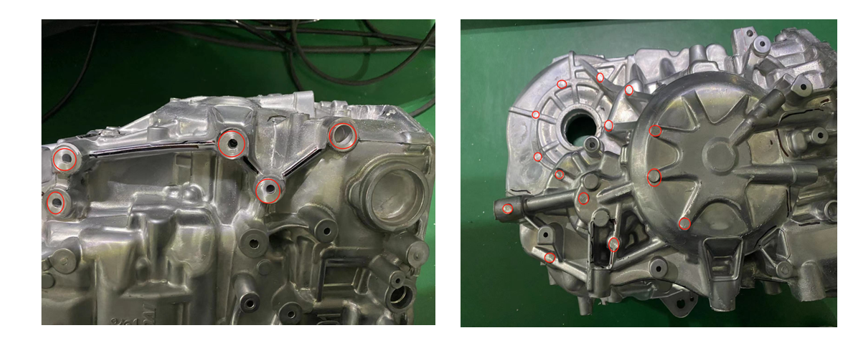
Caso de aplicación: Desbarbado de bloques de cilindro
Propósito: Limpia las rebabas en seis superficies de los bloques de cilindro, reduciendo la carga de trabajo de inspección y limpieza manual.
Dimensiones de la pieza de trabajo: 420 × 400 × 230 mm con áreas de limpieza marcadas.
■ Casos de aplicación
Caso de bloque de cilindro
1. Propósito del equipo: Utilizado para limpiar rebabas y rebabas en áreas designadas en seis superficies de los bloques de cilindro, reduciendo la carga de trabajo de inspección y limpieza manual.
2. El diagrama esquemático de la posición de desbarbado del cilindro en bruto se muestra a continuación (solo para referencia). Las dimensiones del cilindro en bruto (420 * 400 * 230) y el área de limpieza están marcadas en rojo.
3. Se planea instalar el equipo de limpieza de rebabas en la secuencia inferior de la máquina de fundición a presión. El diseño original de la máquina de fundición a presión se muestra en la figura (la imagen es solo para referencia). Los accesorios relacionados con el equipo de desbarbado, como el dispositivo de enfriamiento por agua, la pared de herramientas, el dispositivo de sujeción, el dispositivo de posicionamiento, etc., están dentro del rango del radio de movimiento del robot y deben organizarse de manera que ahorre tiempo. El diseño del equipo de limpieza de rebabas recién agregado se muestra en la figura.
| Número de serie | Proceso logístico del bloque de cilindro antes de la renovación | Proceso logístico del cuerpo de cilindro modificado |
| 1 | El robot de recogida recupera el cuerpo del cilindro de la máquina de fundición a presión | El robot de recogida recupera el cuerpo del cilindro de la máquina de fundición a presión |
| 2 | Inspección de integridad del cuerpo del cilindro sujetado por el robot de recogida en la entrada del transportador de rodillos enfriados por aire | Inspección de integridad del cuerpo del cilindro sujetado por el robot de recogida en la entrada del transportador de rodillos enfriados por aire |
| 3 | El robot de recogida coloca el cuerpo del cilindro en la máquina de sierra para cortar el pastel de material | El robot de recogida coloca el cuerpo del cilindro en la máquina de sierra para cortar el pastel de material |
| 4 | El robot de recogida lleva piezas de la máquina de sierra a la máquina de recorte para recortar | El robot de recogida lleva piezas de la máquina de sierra a la máquina de recorte para recortar |
| 5 | El robot de recogida recupera el cuerpo del cilindro de la máquina de recorte y lo coloca en la mesa de codificación automática para codificación | El robot de recogida saca el cuerpo del cilindro de la máquina de recorte y lo coloca en el mecanismo de elevación del dispositivo de enfriamiento por agua para enfriar |
| 6 | La mesa de codificación automática completa la codificación y coloca el cuerpo del cilindro en el transportador de rodillos enfriados por aire a través del mecanismo de movimiento vertical y horizontal. | El mecanismo de elevación del dispositivo de enfriamiento por agua se sumerge en el agua para enfriar el cuerpo del cilindro a la temperatura especificada |
| 7 | El cuerpo del cilindro se transporta a la plataforma de limpieza manual a través de un transportador de rodillos enfriados por aire | El mecanismo de elevación del dispositivo de enfriamiento por agua se eleva, y el robot de unidad de rebabas sujeta el cuerpo del cilindro del dispositivo de enfriamiento por agua para limpieza local y lo envía a la CNC |
| 8 | Inspeccionar y limpiar manualmente el cuerpo del cilindro | El robot de unidad de rebabas recupera el cuerpo del cilindro de la CNC y lo sujeta para codificación láser. |
| 9 | Colocar manualmente el cuerpo del cilindro en el transportador de rodillos logísticos y fluir hacia la siguiente secuencia | El robot de unidad de rebabas sujeta el cuerpo del cilindro y lo coloca en el transportador de rodillos enfriados por aire |
| 10 | El cuerpo del cilindro se transporta a la plataforma de limpieza manual a través de un transportador de rodillos enfriados por aire | |
| 11 | Inspeccionar manualmente el cuerpo del cilindro | |
| 12 | Colocar manualmente el cuerpo del cilindro en el transportador de rodillos logísticos y fluir hacia la siguiente secuencia |
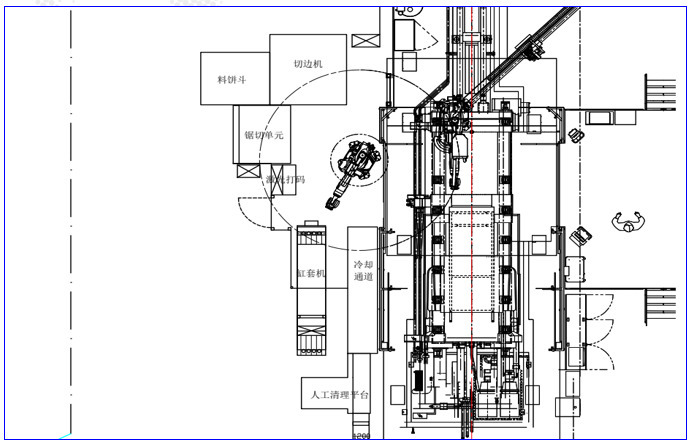
Diagrama esquemático del diseño original de la máquina de fundición a presión (la imagen es solo para referencia)
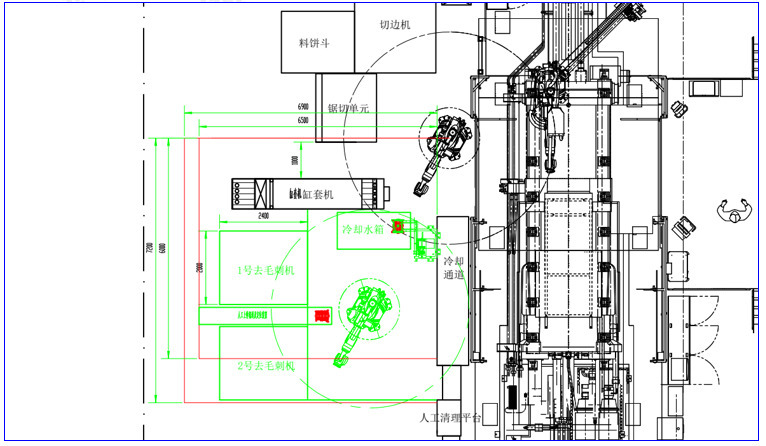
Diagrama esquemático de la instalación del equipo de desbarbado de la máquina de fundición a presión (la imagen es solo para referencia)
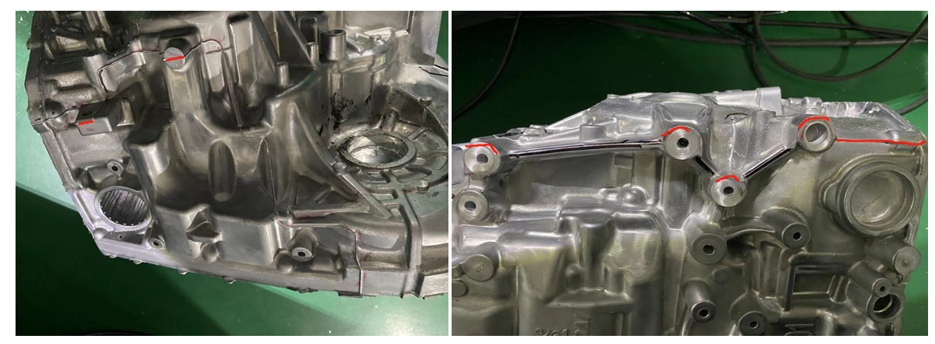
Vista frontal de la carcasa y resumen del tiempo total de pulido del producto
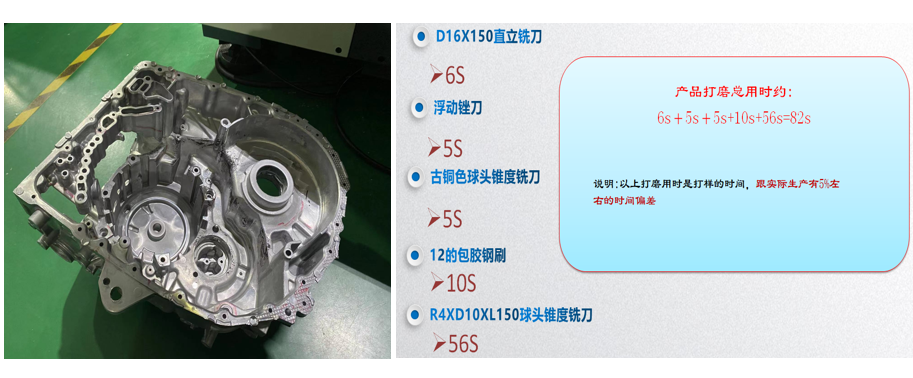
Utilizar un cortador de fresadora vertical D16X150 para tratar las rebabas, tomando 6 segundos
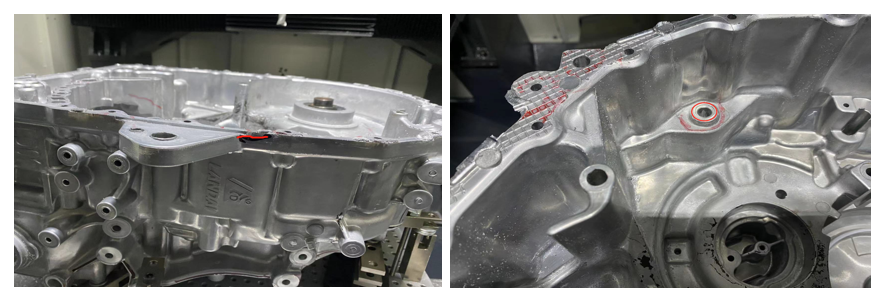
Utilizar un cortador de fresadora de cono de bola de cobre para procesar la línea del molde, con un tiempo de procesamiento de aproximadamente 5 segundos

Utilizar un cepillo de acero recubierto para eliminar las rebabas de la posición del pasador superior, lo que tomará 10 segundos

Utilizar una lima para eliminar las rebabas, lo que toma 5 segundos
Utilizar un cortador de fresadora cónica de extremo de bola R4XD10XL150 para tratar las rebabas, lo que toma 56 segundos
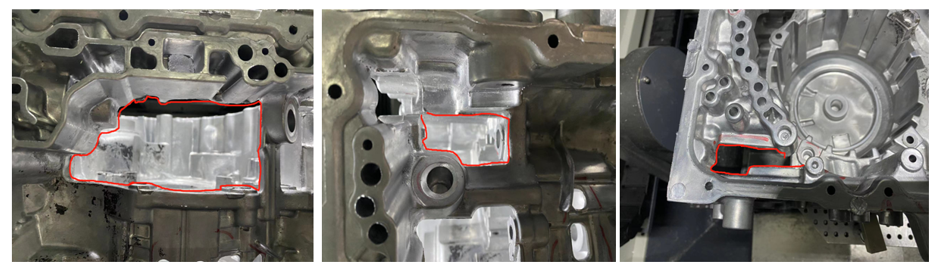
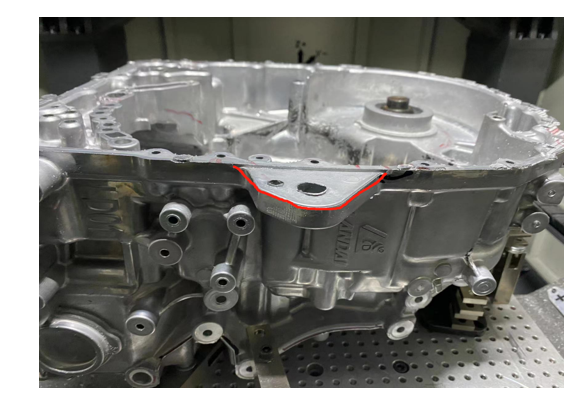
Diagrama del reverso de la carcasa y resumen del tiempo total de pulido del producto
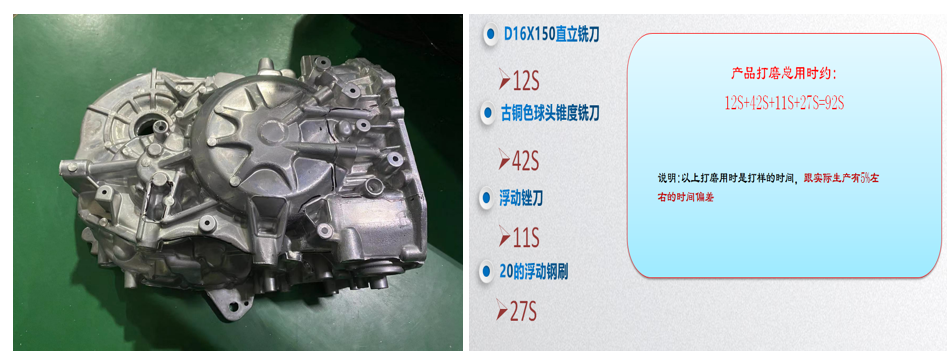
Utilizar un cortador de fresadora vertical D16X150 para procesar las rebabas, con un tiempo de procesamiento de aproximadamente 12 segundos
Utilizar un cortador de fresadora de cono de bola de cobre para tratar las rebabas, lo que toma 42 segundos
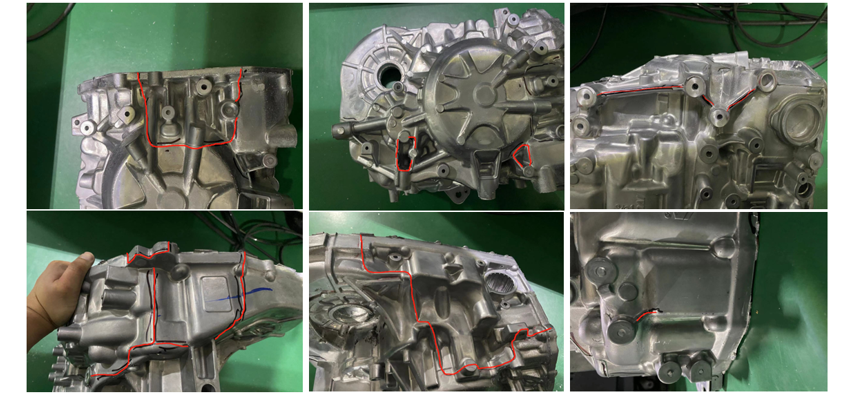
Utilizar una lima flotante para eliminar las rebabas, lo que toma 11 segundos
Utilizar un cepillo de acero recubierto para manejar la posición del pasador superior, lo que toma 27 segundos
Palabras clave: Máquina de desbarbado de seis ejes
Máquina de desbarbado de seis ejes
Clasificación




Información de contacto
Mobile: +86-18621973890
Correo electrónico: info@deburringchina.com
B-416, No. 8 Hangyi Road, Fengxian District, Shanghai.
377 Laodong East Road, Tianning District, Changzhou City, Jiangsu Province.






Solicitar cita
¡Nota: Por favor deje su información de contacto y nuestros profesionales se comunicarán con usted tan pronto como sea posible!